全国招商热线
0510-85952328

全国招商热线
0510-85952328

联系人:万先生
电 话:0510-85952328
0510-85955328
传 真:0510-85959328
邮 编:214128
网 址:www.wxtzq.com
地 址:无锡市滨湖区雪浪街道南湖社区安南路50号

1、为减少结垢和提高工作效率,现有的蒸发工艺采用强制循环泵、化学清洗、电磁处理、超声波处理、水处理药剂等技术方法已达到防垢的目的,但减少污垢仍是热学和节能领域中一个重要问题。定制对稀釜2、加热管内残留的污垢使传热系数下降30%(可能大部分的加热管被堵死),这就需要频繁的周期性停车清洗,从而生产能力至少下降了近一半,且增加了蒸汽消耗和清洗成本。因此,对稀釜生产商主要研发流体传热面的在线全自动清洗除垢保洁技术。工业应用蒸发就是用加热的方法,将含有不挥发性溶质的溶液加热至沸腾状况,使部分溶剂汽化并被移走,从而提高溶剂中溶质浓度的单元操作。
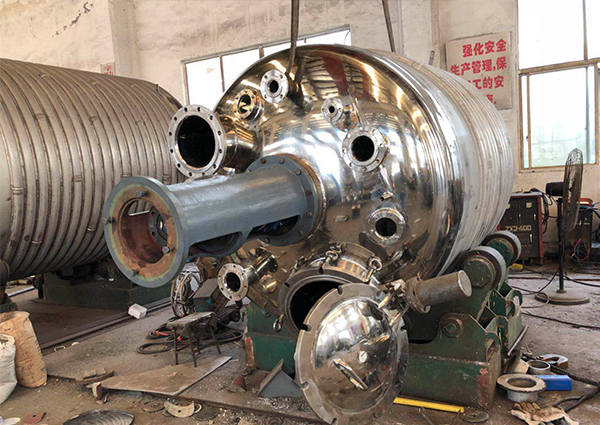
不锈钢反应釜是综合反应容器,根据反应条件对不锈钢反应釜结构功能及配置附件的设计。检查不锈钢反应釜内、搅拌器、转动部分、附属设备、指示仪表、安全阀、管路及阀门是否符合安全要求。那么不锈钢反应釜在操作中有哪些安全细则呢?定制对稀釜1、随时检查不锈钢反应釜备运转情况,发现异常应停车检修。2、打开蒸气阀前,先开回气阀,后开进气阀。打开蒸气阀应缓慢,使之对夹套预热,逐步升压,夹套内压力不准超过规定值。3、清洗钛环氧设备时,不准用碱水刷不锈钢反应釜,注意不要损坏搪瓷。4、加料前应先矛搅拌器,无杂音且正常时,将料加到釜内,加料数量不得超过工艺要求。5、水环式真空泵,要先开泵后给水,停泵时,先停泵后停水,并应排除泵内积水。6、开冷却水阀门时,先开回水阀,后开进水阀。冷却水压力不得低于0.1兆帕,也不准高于0.2兆帕。对稀釜生产商7、蒸气阀门和冷却阀门不能同时启动,蒸气管路过气时不准锤击和碰撞。从开始的进料-反应-出料均能够以较高的自动化程度完成预先设定好的反应步骤,对反应过程中的温度、压力、力学控制(搅拌、鼓风等)、反应物/产物浓度等重要参数进行严格的调控。

不锈钢反应釜广泛用于工业加工和制造,但在实际使用中,它们会因各种原因而磨损。为了使其更耐用,首先,在使用不锈钢反应釜之前,一定要先关闭制冷剂的入口阀,然后打开搅拌器,放入物料,然后打开不锈钢反应釜的蒸汽阀和电源。当达到要求的温度时,关闭蒸汽阀和电源,并在2-3分钟后关闭搅拌器。加工完成后,罐内剩余的冷凝水应加套,不锈钢反应釜用温水冲洗。定制对稀釜之后,在40-500℃的碱性水中清洗,可以使二手不锈钢反应釜更加耐用,特别是当釜内没有物料时,不要打开蒸汽阀和电源。无论任何机械设备,零件的磨损和消耗都是由使用过程中的摩擦造成的,从而影响使用寿命。为了更好地使用设备,在正常使用过程中应加强设备的检查和维护。长时间频繁使用不可避免地会产生静电,影响机械设备或生产,对稀釜生产商 不锈钢反应釜在使用过程中也会遇到这样的问题。在这种情况下,介质应从储罐底部注入,以避免从储罐顶部注入介质。罐内充氮气保护,降低罐内氮气含量,罐内油面不会形成爆炸性混合气体,即使罐内产生静电放电火花,也能保证罐的安 全;不锈钢反应釜中的介质混合运输在一起,避免了不同介质的混合运输,防止了液体介质、油气和压缩空气一起运输。即使储罐脱水,进料前也应特别注意脱水。
在使用不锈钢反应釜时,需要添加催化剂,但是催化剂用量的多少都会对反应有所影响。为了不对反应造成严重影响,下面小编为大家介绍一下不锈钢反应釜装填催化剂的方法,一起来了解一下吧。1.在装填反应器前,再次核对瓷球和催化剂的装填尺寸(标线2.用抽吸器将卸剂时的粉尘抽出不锈钢反应釜,并形成对流,保证装剂环境良好。定制对稀釜3.保持反应器内的照明亮度适于装剂人员进行操作。4.用铲车将桶装催化剂运至磅秤称重,记录重量,然后再装到地面上的送料斗中,装完后,用吊车将送料斗吊至反应器顶部,对稀釜生产商并将催化剂卸入反应器顶部固定的装料斗中。以上就是不锈钢反应釜催化剂装填方法的介绍,若想要了解更多相关问题,欢迎继续关注我们,也可来电咨询,我们将竭诚为您服务。

如何对不锈钢反应釜正确加氢 不锈钢反应釜在使用中为了满足不同的使用需求,有的需要加氢,加氢要特别注意方法以及步骤,否则可能就会影响到正常的使用情况。1、检查各阀门是否关严。2、将排气软管指向空旷且空气流通的地方。定制对稀釜3、上氢气减压阀门(注意氢气压力阀的丝口是反丝的)、氮气压力阀,上好后,用肥皂水检查是否漏气(如漏气,请重上。4、在排气口用真空抽出液面上的空气。5、打开不锈钢反应釜的进气阀,打开氮气减压阀,充氮气,使内釜压力(P=0.2Mpa)后,关闭氮气减压阀,关闭进气阀,保持约2分钟,看压力表压力是否下降,另外俯首侧听阀门、釜盖是否漏气,如不漏,则缓慢打开排气阀,将里面的压力排泄至0.01Mpa时,关闭排气阀。再重复一遍。对稀釜生产商6、打开进气阀,打开氢气减压阀,充入氢气至所需压力,关闭进气阀,关闭氢气减压阀,然后调试其它参数至所需状态令其反应。不锈钢反应釜加氢前一定要做好相应的检查工作,同时加氢过程中也要注意多观察,避免发生意外,造成设备以及工作人员的损伤。

腐蚀裕量是指考虑材料在使用期内受到接触介质(包括大气)腐蚀而预先增加知壁厚裕量。又称“腐蚀裕度”。其取值大小由介质对材料的定制对稀釜腐蚀速率与零部件的设计寿命所决定。对于钢制压力容器,有关规范规定:碳素锏和低合金钢材料的腐蚀裕量取值不小于1mm;用不锈钢材料且介质的腐蚀性极微时腐蚀裕量取值可为零。腐蚀裕量在化工环保工程设计中的基本含义是,在设备(容器、管道、法兰、阀门及泵等)正常寿命期,因环境介质的腐蚀作用而导致设备失效时的大允许腐蚀深度。为防止容器元件由于腐蚀,机械磨损,而导致厚度减薄削弱,对于工作介质接触的筒体,封头,接管,人(手)孔及内部构件等,应考虑腐蚀裕量。对有腐蚀或磨损的元件,应根据预期的容器寿命和介质对金属材料的腐蚀速度来确定腐对稀釜生产商蚀裕量。腐蚀裕量一般可根据钢材在介质中的均匀腐蚀速率和容器的设计寿命确定。一般因不同使用条件、不同材料和结构特点有详细设计参考值,查有关设计手册可知。在无特殊腐蚀情况下,对于碳素钢和低合金钢,腐蚀裕量不小于1mm;对于不锈钢,当介质的腐蚀性极微时,可取腐蚀裕量为零。然而,腐蚀裕量只对防止发生均匀腐蚀破坏有意义;对于应力腐蚀、氢脆和缝隙腐蚀等非均匀腐蚀,用增加腐蚀裕量的办法来防止腐蚀效果不佳,此时应着重于选择耐腐蚀材料或进行适当的防腐蚀处理。