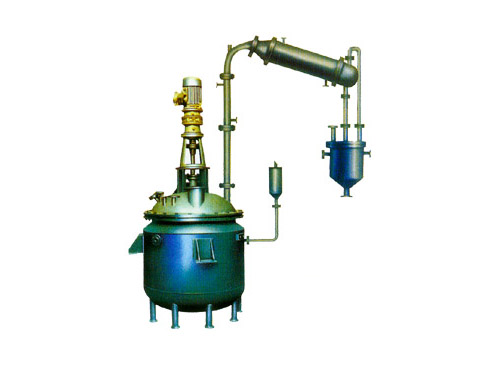
在聚酯釜缩聚反应中,温度是影响分子链增长和副反应的核心参数。若温度低于工艺设定值 5-8℃,会导致乙二醇脱除速率下降,反应时间延长 30% 以上,且生成的聚酯切片端羧基含量升高 0.3-0.5mmol/kg,直接影响后续纺丝工序的可纺性;若温度过高(超设定值 10℃以上),则会引发聚合物热降解,产生乙醛等小分子杂质,使切片黄度值(b 值)增加 1.2-1.8,同时分子质量分布变宽,拉伸强度降低 15%-20%。
稳定温度需从三方面构建调控体系:首先,采用双段温控系统,上段(反应区)通过夹套导热油控温(精度 ±0.5℃),下段(蒸发区)采用电加热辅助补偿,避免因乙二醇蒸发吸热导致的局部降温;其次,在釜内设置 3 组铂电阻温度传感器,实时监测不同区域温度梯度,当温差超过 2℃时,自动调节导热油流量和搅拌转速(转速每提升 5r/min,可增强传热效率 8%-10%);最后,原料进料前需经预热罐(温度控制在 260-270℃)预处理,减少冷料入釜对反应温度的冲击,实践表明该措施可使温度波动幅度控制在 ±1.5℃以内。