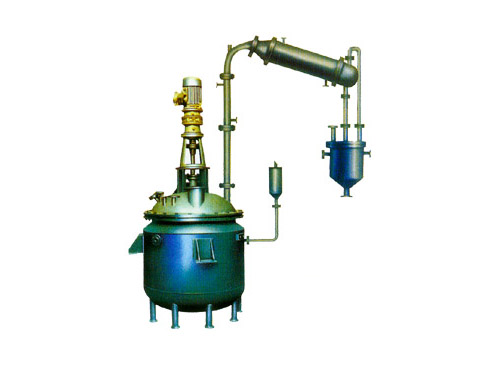
随着 “双碳” 政策推进,聚酯釜在节能降耗领域涌现出加热方式优化、保温结构升级、工艺集成创新、余热回收利用四大类技术创新,有效降低单位产品能耗(传统聚酯釜吨产品能耗约 300kg 标煤,创新技术可降至 220kg 标煤以下)。加热方式优化方面,传统蒸汽加热(热效率 60%-70%)逐步被电磁加热和热泵加热替代:电磁加热通过高频电磁感应使釜体自身发热,热效率提升至 90% 以上,且加热均匀(釜内温度差≤3℃),某 PET 生产企业应用后,吨产品加热能耗降低 25%,年节约标煤 1200 吨;热泵加热利用工业余热驱动热泵机组,将低温热源(如循环水余热,40-60℃)提升至高温(200-220℃)用于酯化反应预热,热回收效率达 70%,某 PBT 工厂应用后,年减少天然气消耗 80 万立方米。
保温结构升级聚焦减少散热损失:传统岩棉保温材料(导热系数 0.045W/(m・K))被纳米微孔绝热材料(导热系数 0.02W/(m・K) 以下)替代,配合双层不锈钢外壳(中间填充惰性气体),釜体表面温度从 80-100℃降至 40-50℃,散热损失降低 60% 以上;同时,釜顶管道采用柔性保温套(可拆卸,便于维护),阀门采用保温帽,进一步减少局部散热,某企业测算显示,保温升级后年节约能耗约 15 万 kWh。工艺集成创新方面,连续聚合聚酯釜逐步替代间歇式釜:连续釜采用多釜串联(3-4 台),实现酯化、预缩聚、终缩聚连续进行,反应时间从间歇式的 8-10 小时缩短至 4-5 小时,且热能和物料可梯级利用(如终缩聚阶段的余热用于预缩聚加热),吨产品能耗降低 20%-25%,同时减少废料产生(间歇式釜每批次产生废料 50-100kg,连续釜可降至 10-20kg),国内某大型化纤企业采用连续聚合釜后,年产能提升 30%,能耗下降 22%。
余热回收利用技术主要包括:一是反应余热回收,在聚酯釜顶部设置余热锅炉,利用酯化反应释放的热量(约 200-220℃)产生低压蒸汽(0.3MPa),用于 EG 预热或车间供暖,余热回收率达 85%,某工厂应用后年产生蒸汽 1.2 万吨,节约标煤 1500 吨;二是熔体余热回收,在聚酯釜出料口设置换热器,利用熔体(280-290℃)加热进料 EG(从 25℃加热至 120℃),热回收效率达 60%,吨产品节约加热能耗 15kg 标煤;三是冷凝水回收,将精馏塔和换热器产生的冷凝水(90-100℃)收集后,用于 PTA 溶解或锅炉补水,减少新鲜水消耗(吨产品新鲜水消耗从 15 吨降至 8 吨),同时回收冷凝水热量(约 50kWh / 吨产品)。这些技术创新不仅降低了企业能耗成本(年节约成本可达数百万元),还减少了碳排放(吨产品碳排放可降低 15%-20%),符合行业绿色发展趋势,目前国内已有 60% 以上的聚酯企业开始逐步推广应用这些节能技术。