全国招商热线
0510-85952328

全国招商热线
0510-85952328

联系人:万先生
电 话:0510-85952328
0510-85955328
传 真:0510-85959328
邮 编:214128
网 址:www.wxtzq.com
地 址:无锡市滨湖区雪浪街道南湖社区安南路50号
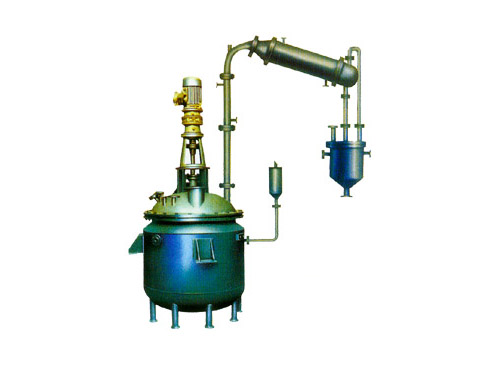
搅拌桨是树脂釜搅拌系统的核心部件,其类型直接决定物料混合效果、传热效率及反应进程,选择的核心依据是物料粘度、反应类型(如混合、聚合、酯化)及传热需求,常见搅拌桨类型包括锚式、推进式、涡轮式、螺带式及分散式五大类,各类适用场景存在明确差异,需结合生产实际精准选择。锚式搅拌桨属于低速、大直径搅拌桨(桨叶直径通常为釜体直径的0.8-0.9倍),结构为锚形或框形,桨叶贴近釜体内壁,核心优势是能有效刮除釜壁粘附的物料,避免局部过热或结垢,适用于高粘度物料(粘度范围1000-100000mPa·s)场景,如聚酯树脂后期熟化(物料粘度可达50000mPa·s以上)、酚醛树脂缩聚反应等。其搅拌转速较低(通常5-50r/min),以“刮壁+缓慢混合”为主,混合强度较弱,若反应需要较强的剪切力(如乳液聚合),需搭配涡轮式桨形成组合搅拌系统。锚式桨材质需根据物料腐蚀性选择,普通物料采用不锈钢,腐蚀性物料则需做四氟喷涂处理,桨叶厚度需根据搅拌扭矩设计,避免高粘度物料导致桨叶变形。推进式搅拌桨(又称螺旋桨式)属于高速、小直径搅拌桨(桨叶直径为釜体直径的0.2-0.4倍),结构为3-4片螺旋桨叶,核心优势是能产生强轴向循环流,推动物料在釜内快速循环,混合效率高,适用于低粘度物料(粘度<1000mPa·s)的强制循环与混合场景,如树脂合成初期的原料混合(如乙二醇与苯酐的混合)、丙烯酸酯乳液聚合的初期加料混合等。其搅拌转速较高(50-500r/min),通常安装在釜体中心,可带动全釜物料循环,减少混合死角,但对高粘度物料的搅拌效果差,且无法刮除釜壁物料,若用于放热反应,需搭配内盘管传热系统,提升传热效率。推进式桨的叶片角度可根据需求调整(通常为15°-45°),角度越大,轴向推力越强,循环效果越好。涡轮式搅拌桨属于中高速、中直径搅拌桨(桨叶直径为釜体直径的0.3-0.6倍),结构为多片平直或弯曲叶片(常见6-12片),核心优势是能产生强径向流动与剪切力,既能实现物料的均匀混合,又能破碎物料中的气泡(如聚合反应中产生的氧气泡),适用于中粘度物料(粘度100-10000mPa·s)及需要高强度混合、剪切的反应场景,如环氧树脂的环氧氯丙烷与双酚A的缩聚反应、聚氨酯预聚体合成等。其搅拌转速范围广(30-300r/min),根据叶片形状可分为开启式(无轮毂,适用于易结垢物料)和封闭式(有轮毂,混合效率更高),部分涡轮桨还会在叶片边缘增加刮壁条,兼具刮壁功能。涡轮式桨的传热效果优异,能快速将反应热量传递至夹套或盘管,适合放热较剧烈的反应。螺带式搅拌桨属于低速、超大直径搅拌桨(桨叶直径接近釜体直径),结构为单螺带或双螺带,缠绕在搅拌轴上,核心优势是能实现高粘度物料(粘度>100000mPa·s)的平稳搅拌与推送,混合均匀性好,无明显死角,适用于超高粘度树脂的合成场景,如聚酰亚胺树脂(粘度可达500000mPa·s)、高固含丙烯酸树脂的后期反应等。其搅拌转速极低(2-30r/min),依靠螺带的螺旋结构推动物料沿釜体轴向流动,同时实现径向混合,桨叶与釜壁间隙极小(通常<5mm),可有效刮除釜壁粘附的物料,避免局部过热。螺带式桨的制造精度要求高,材质需具备高强度(如采用316L不锈钢锻造),避免高粘度物料导致桨叶断裂。分散式搅拌桨(又称高速分散盘)属于高速、小直径搅拌桨,结构为圆盘式,边缘带有锯齿状凸起,核心优势是能产生极强的剪切力,可将固体物料(如颜料、填料)均匀分散在液体物料中,或破碎物料中的团聚体,适用于树脂改性过程中的填料分散(如碳酸钙填充PVC树脂)、涂料用树脂的颜料分散等场景。其搅拌转速极高(500-2000r/min),通常采用独立驱动电机,可与其他搅拌桨(如锚式桨)组成组合系统(锚式桨负责整体混合,分散盘负责局部高强度分散),既保证全釜物料均匀,又确保填料分散到位。分散式桨的锯齿形状需根据物料特性设计,尖锐锯齿适用于硬填料,圆润锯齿适用于软填料,避免锯齿磨损导致分散效果下降。选择搅拌桨时,除考虑物料粘度外,还需结合反应需求:若需强化传热,优先选择涡轮式或推进式;若需刮壁防结垢,优先选择锚式或带刮壁条的涡轮式;若需填料分散,必选分散式+组合搅拌系统;同时需计算搅拌功率(根据物料密度、粘度、桨叶直径及转速),确保驱动电机功率匹配,避免过载故障。
![]()