全国招商热线
0510-85952328

全国招商热线
0510-85952328

联系人:万先生
电 话:0510-85952328
0510-85955328
传 真:0510-85959328
邮 编:214128
网 址:www.wxtzq.com
地 址:无锡市滨湖区雪浪街道南湖社区安南路50号
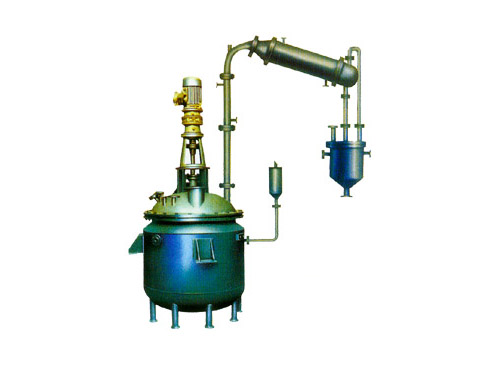
密封系统是树脂釜隔绝内外环境的核心部件,其泄漏会导致物料损耗、产品污染(如空气进入导致物料氧化)、有毒有害物料外泄(如环氧氯丙烷、苯酐等)及安全事故(如易燃易爆物料泄漏引发火灾),常见泄漏原因包括密封面磨损、润滑失效、安装偏差、物料腐蚀及工况波动五大类,需针对性采取解决措施,同时做好日常维护,确保密封系统稳定运行。密封面磨损是最常见的泄漏原因,机械密封的动环与静环、填料密封的填料与搅拌轴长期摩擦,会导致密封面出现划痕、变形或磨损(如使用1-2年后,密封面粗糙度从Ra0.2升至Ra1.0以上),尤其是当物料中含有固体颗粒(如填料、催化剂残渣)时,颗粒会加剧密封面磨损,形成泄漏通道。解决措施:对于机械密封,需更换磨损的动环、静环,选择硬度更高的密封面材质(如碳化硅、氮化硅材质,比普通石墨材质耐磨性高3-5倍);对于填料密封,需更换老化、磨损的填料(常用柔性石墨填料或四氟填料),更换时需均匀缠绕,确保填料与搅拌轴紧密贴合。若物料含固体颗粒,需在密封系统前增设过滤器,拦截颗粒杂质,减少磨损。润滑失效会导致密封面摩擦阻力增大,局部过热,进而引发密封面变形或粘结,导致泄漏,常见原因包括润滑剂添加不足、润滑剂与物料兼容(如润滑剂被物料溶解或污染)、润滑剂老化变质。解决措施:定期添加与物料兼容的润滑剂(如物料为强氧化剂时,选择惰性润滑剂;物料为有机溶剂时,选择耐溶剂润滑剂),添加频率根据运行工况确定(通常每周检查一次,每月补充一次);若润滑剂被污染,需彻底清洗密封腔,更换新的润滑剂;对于机械密封,可采用“外冲洗”系统,通过引入清洁的冲洗液(如与物料兼容的溶剂),既实现密封面润滑,又能带走摩擦热量和杂质。安装偏差会导致密封面受力不均,出现局部间隙,引发泄漏,具体包括搅拌轴与密封腔不同心(同轴度偏差超过0.1mm)、密封面安装倾斜、紧固件松紧度不一(导致密封面压力分布不均)。解决措施:重新校准搅拌轴与密封腔的同轴度,采用百分表进行检测,确保偏差控制在0.05mm以内;安装密封面时,需清理密封面杂质(如油污、粉尘),采用水平尺校准密封面平整度;紧固件需采用“对角均匀紧固”方式,避免局部过紧或过松,必要时使用扭矩扳手控制紧固力矩(如M16螺栓紧固力矩控制在80-100N·m)。物料腐蚀会导致密封部件(如密封环、填料、密封圈)老化、龟裂或溶解,尤其是在强酸、强碱或强溶剂物料场景(如丙烯酸树脂合成中使用的丙烯酸为强酸,环氧树脂合成中使用的环氧氯丙烷为强溶剂),腐蚀现象更为明显。解决措施:根据物料腐蚀性选择耐腐蚀材质的密封部件,如强腐蚀场景选择四氟、氟橡胶材质的密封圈,超高温强腐蚀场景选择全氟醚材质;对于机械密封,可采用“波纹管式”结构,减少密封部件与物料的接触面积;若腐蚀严重,可对密封腔进行防腐处理(如喷涂聚四氟乙烯涂层)。工况波动(如釜内压力骤升骤降、温度剧烈波动、搅拌转速突变)会导致密封系统承受的应力突变,进而引发密封面分离或密封部件变形,导致泄漏,常见于反应失控(如放热剧烈导致压力骤升)或操作不当(如快速加料导致压力波动)场景。解决措施:优化工艺操作,避免工况剧烈波动,如控制加料速度、平稳调整搅拌转速、精准控制反应温度与压力;在密封系统中增设缓冲装置(如压力缓冲罐),缓解压力骤变对密封面的冲击;对于高压树脂釜,采用“平衡式机械密封”,可有效平衡釜内压力对密封面的作用力,提升密封稳定性。日常维护是预防密封系统泄漏的关键,核心包括以下几点:一是定期巡检,每天检查密封系统是否有物料泄漏(如观察密封腔底部的接液盘是否有积液、闻是否有物料异味)、密封面温度(正常温度应低于80℃,若超过100℃需及时排查原因)、润滑剂液位,发现异常及时处理;二是定期拆解保养,机械密封每6-12个月拆解一次,检查密封面磨损情况,清理密封腔杂质,重新添加润滑剂;填料密封每3-6个月检查一次,及时更换老化填料;三是做好备件管理,储备常用密封部件(如动环、静环、填料、密封圈),避免故障时无法及时更换;四是加强操作人员培训,规范操作流程,避免因操作不当(如野蛮安装、违规调整工况)导致密封系统损坏。此外,还需建立密封系统运行档案,记录密封部件更换时间、故障原因、处理措施等信息,为后续维护提供数据支持,提升维护的针对性。