全国招商热线
0510-85952328

全国招商热线
0510-85952328

联系人:万先生
电 话:0510-85952328
0510-85955328
传 真:0510-85959328
邮 编:214128
网 址:www.wxtzq.com
地 址:无锡市滨湖区雪浪街道南湖社区安南路50号
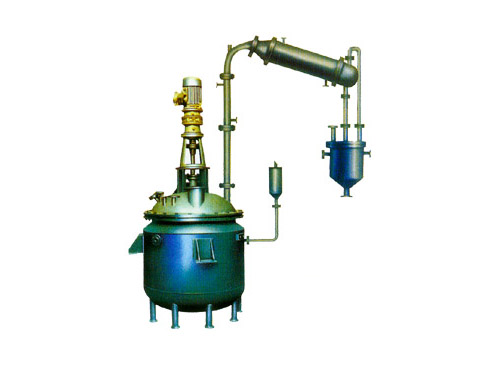
“冲料”是树脂釜生产中严重的安全事故,指釜内物料在短时间内剧烈反应,产生大量气体或热量,导致釜内压力急剧升高,物料从加料口、安全阀或密封处喷出,不仅造成物料损耗、设备污染,还可能引发火灾、爆炸(若物料易燃易爆)或人员中毒(若物料有毒),其核心原因是反应失控,具体包括放热反应失控、物料配比失衡、加料速度过快、搅拌失效及排气不畅五大类,需从预防和应急处理两方面入手,保障生产安全。放热反应失控是冲料的最主要原因,树脂合成中多数反应为放热反应(如环氧丙烷开环聚合、聚氨酯预聚体合成),若反应放出的热量无法及时通过传热系统移除,会导致釜内温度急剧升高,进而加速反应速率(形成“温升-反应加速”恶性循环),产生大量气体(如聚合反应中未反应的单体挥发、副反应产生的小分子气体),釜内压力骤升,最终引发冲料。常见诱因包括:传热系统故障(如夹套结垢、冷却水流量不足)、反应初期升温过快(如蒸汽加热功率过大)、物料反应活性过高(如催化剂过量)。物料配比失衡会导致反应异常剧烈,如树脂合成中催化剂添加过量(如聚酯树脂合成中钛酸四丁酯催化剂过量,会加速酯化反应,放热剧增)、单体与引发剂比例失调(如丙烯酸酯聚合中引发剂过量,会导致聚合反应“爆聚”)、反应物过量(如环氧树脂合成中环氧氯丙烷过量,会引发副反应产生大量气体),这些都会导致反应速率失控,压力和温度急剧上升,引发冲料。加料速度过快,尤其是对于放热剧烈的原料(如环氧氯丙烷、异氰酸酯),短时间内大量原料进入釜内,会导致单位时间内放热量远超传热系统的散热能力,局部反应剧烈,产生大量气体,进而引发冲料。此外,固体物料(如催化剂、填料)快速加料,会导致局部浓度过高,反应集中放热,也可能引发冲料。搅拌失效会导致物料混合不均,出现“局部反应剧烈、局部反应缓慢”的情况,局部区域因反应剧烈产生大量热量和气体,无法通过搅拌扩散至全釜,导致局部压力骤升,进而引发冲料,常见原因包括搅拌桨断裂、驱动电机故障、搅拌轴卡死(如物料粘度骤升导致)。排气不畅会导致反应产生的气体(如未反应的单体、副反应气体)无法及时排出,在釜内积聚,压力逐渐升高,当压力超过设备承压极限时,引发冲料,常见原因包括排气管堵塞(如物料冷凝堵塞管路)、排气阀未打开或开度不足、安全阀失效(无法自动泄压)。预防冲料的核心措施:一是优化工艺设计与操作,严格控制物料配比(采用精准计量装置,如失重秤、流量计,确保催化剂、单体等原料添加量误差≤±1%),控制加料速度(尤其是放热原料,采用“慢加、分批加”模式,如每小时加料量不超过釜体容积的5%),制定科学的升温曲线(如反应初期升温速率控制在2-5℃/min,避免快速升温);二是保障设备正常运行,定期检查传热系统(每3个月清理夹套结垢,确保冷却水流量稳定)、搅拌系统(每周检查搅拌桨、电机运行状态,定期润滑轴承)、排气系统(每天检查排气管、排气阀,确保通畅)及安全附件(每月校准安全阀、压力表,确保其灵敏可靠);三是完善控制系统,配备PLC自动控制系统,实现温度、压力、加料量的实时监测与联锁控制(如温度超过设定值10℃时,自动切断加热源、开启紧急冷却系统、停止加料;压力超过设定值5%时,自动开启排气阀),部分高端设备还可配备“反应量热仪”,实时监测反应放热速率,提前预警失控风险;四是加强人员培训,确保操作人员熟悉工艺规程,能识别冲料前兆(如温度骤升、压力突增、釜体振动加剧、有异常声响),并掌握基础应急操作。冲料的应急处理措施:一旦发现冲料前兆或发生冲料,需立即采取“降温、降压、停止反应”的核心措施,具体步骤:1. 立即停止加料(关闭加料泵、加料阀),切断加热源(关闭蒸汽阀、导热油加热阀),避免反应继续加剧;2. 开启紧急冷却系统(如加大冷却水流量、开启备用冷却装置),快速降低釜内温度,抑制反应速率;3. 开启紧急排气阀(或手动打开安全阀旁路),缓慢泄压(泄压速率控制在0.1MPa/min以内,避免压力骤降导致釜体损坏),排气口需连接尾气处理装置(如吸收塔),避免有毒有害气体外泄;4. 若搅拌系统正常,保持搅拌运行,促进物料均匀降温,若搅拌失效,切勿强行启动,避免设备损坏;5. 若物料喷出,立即疏散现场人员,划定警戒区域,严禁火源(若物料易燃易爆),佩戴防护装备(如防毒面具、防化服)清理泄漏物料,避免环境污染或人员中毒;6. 冲料事故后,需全面检查设备(如釜体、密封系统、安全附件),排查冲料原因,彻底清理设备内部残留物料,确认设备无故障后,方可恢复生产。